桌上型CNC搭配FUSION 360半導體產業應用-第二篇 治具加工策略規劃
2025-01-16第二篇 治具加工策略規劃
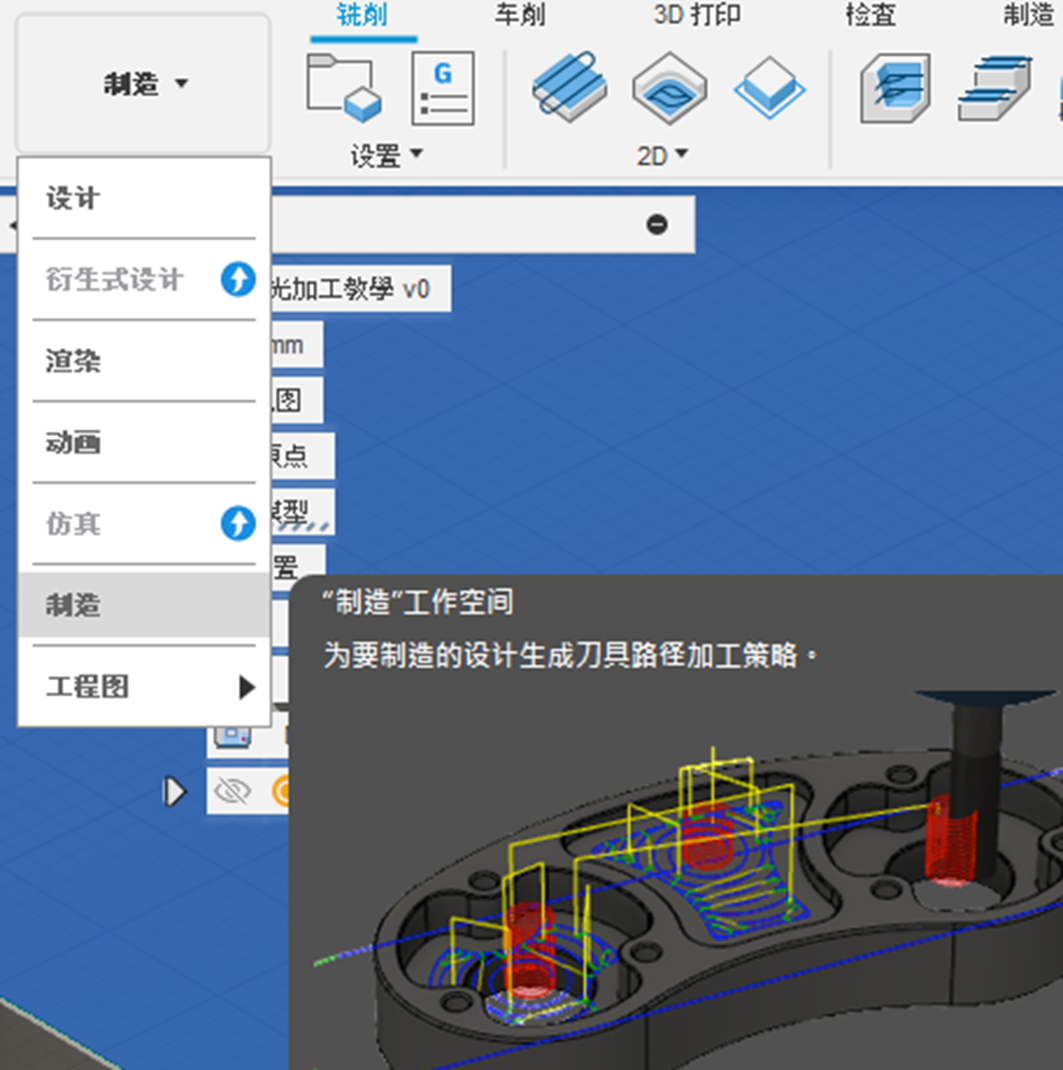
加工治具時因為兩個螺絲孔需要貫穿材料,為了避免傷到CARVERA桌上型CNC的工作平台,底下建議放一塊平板,接著在AUTODESK FUSION軟體左上角選單切換成”製造”,步驟分成
1.設置材料的尺寸與原點座標
2.設定刀具路徑
3.輸出程式碼
設置材料的尺寸與原點座標
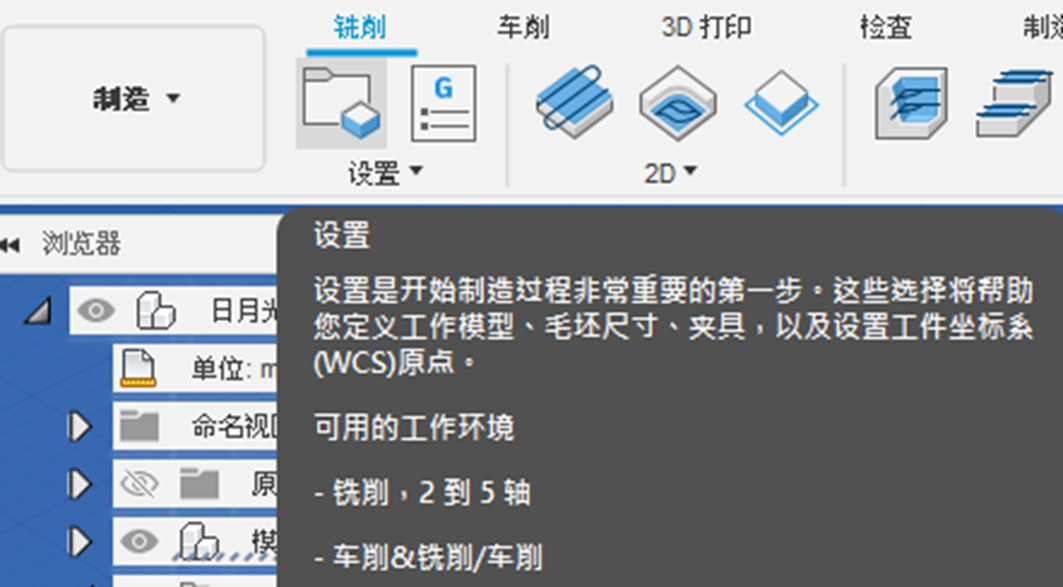
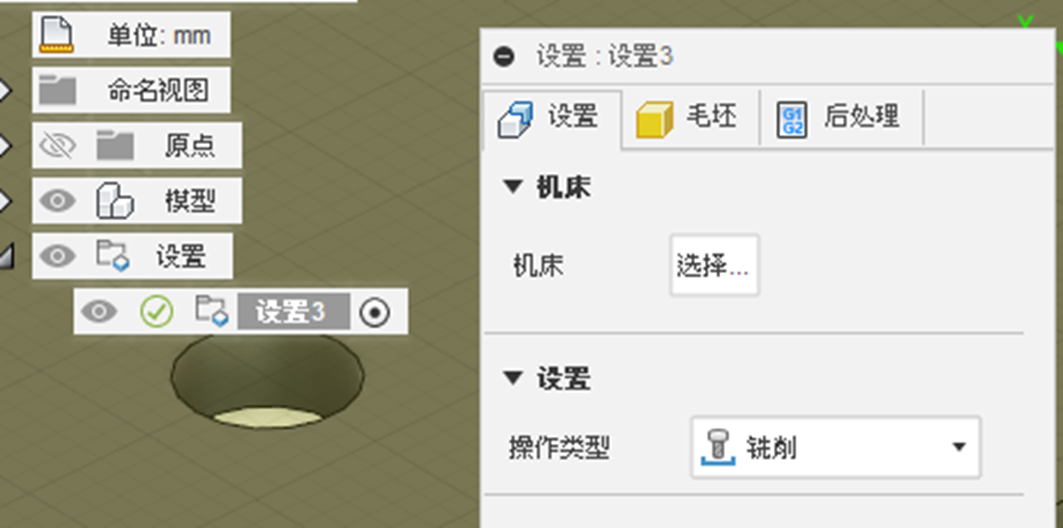
首先要讓AUTODESK FUSION軟體知道我們目前要加工的材料大小,選擇"設置”會跳出設定頁面
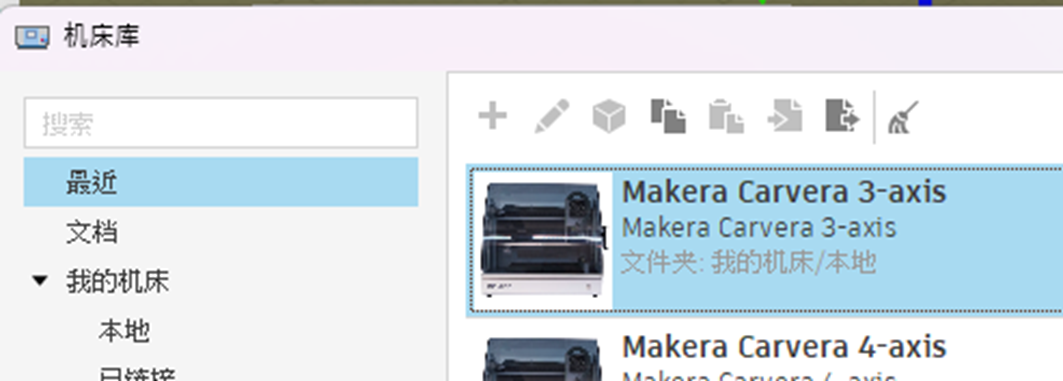
在最上方機床的”選擇”中設定使用的機器CARVERA桌上型CNC,這樣AUTODESK FUSION軟體在生成程式碼時才能針對使用的機器做相對應的設定,可以想像成把程式碼翻譯成這台機器看得懂的指令
接著切換到第二個頁籤”毛胚”設定我們要加工材料的尺寸,在模式欄位選擇”固定尺寸”然後輸入材料的尺寸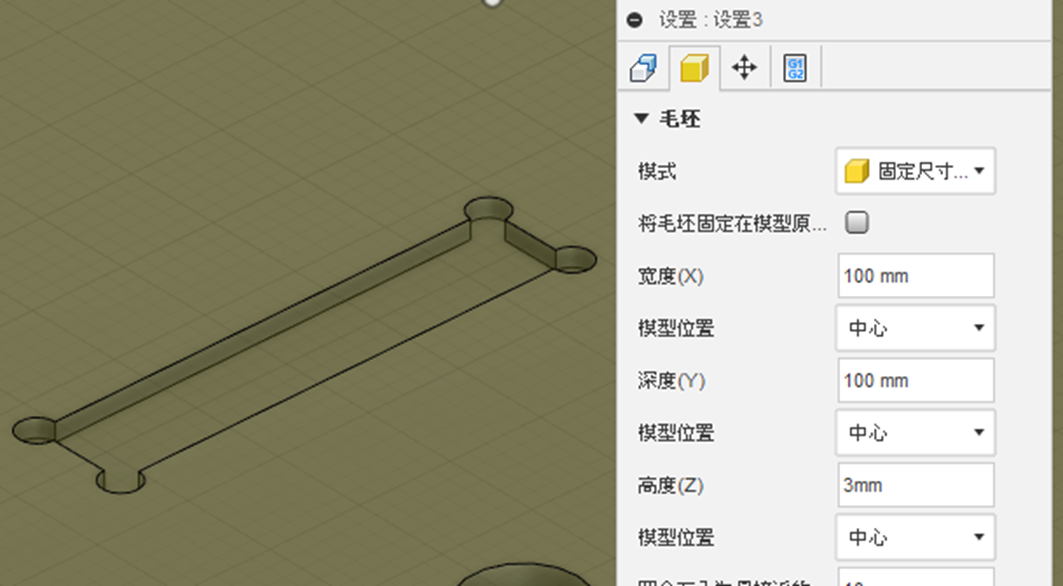
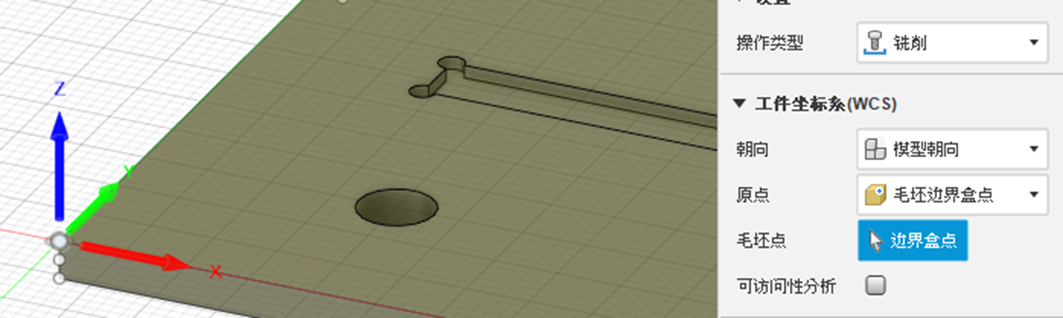
尺寸設定好再切換回第一個”設置”頁籤選擇要使用的原點位置,這個原點需要配合機器上的原點 (一般是左下角) 與CARVERA桌上型CNC機器開發的無線探頭測定的Z軸位置 (通常是物體的頂面),依照前面所述選擇目前模型的左下角模型頂面的點當作原點
2.設定刀具路徑
設定好材料尺寸與座標後就可以開始設定刀具的路徑,先後順序與加工方式沒有絕對,可依照自己的需求做選擇,這邊儘量以最簡易且節省時間的方式規劃加工策略,完成加工。
有圓孔的位置如果手邊正好有相同尺寸的鑽頭就用鑽孔的方式最便利,若是沒有相同尺寸的就只好用銑孔的方式去處理。
目前模型上有4個2mm的圓孔剛好原廠附送的刀具裡有直徑2mm的刀子,這4個孔可以使用鑽孔加工方式,另外有2個6mm的螺絲孔但是沒有這麼大直徑的刀子這就要使用銑孔的方式,有些材料較硬避免銑孔的時候偏移,會預先用倒角刀鑽定位孔,下面開始介紹刀具路徑的設定流程
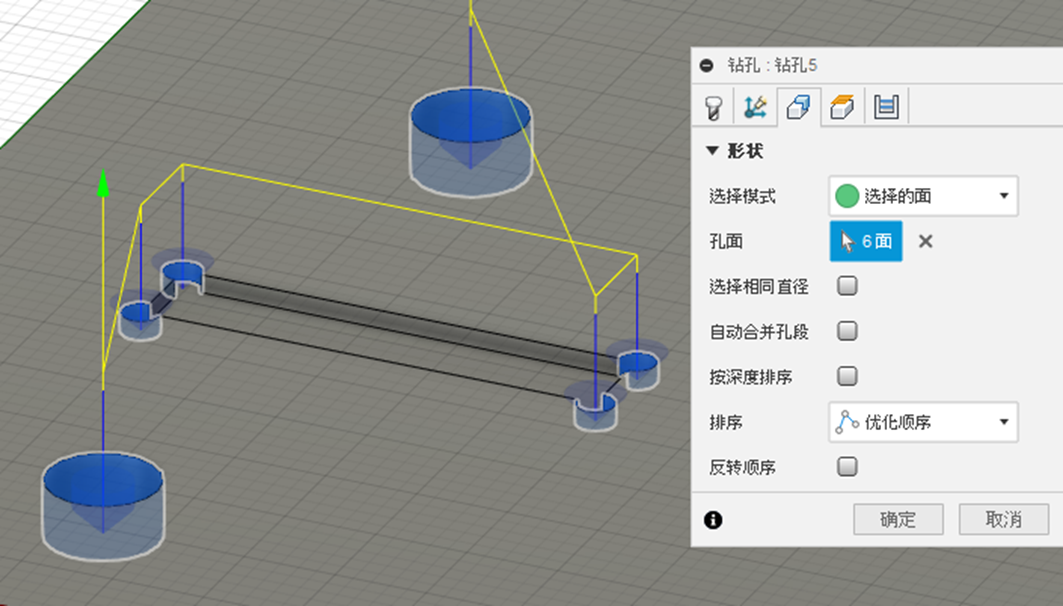
選擇上方選單的”鑽孔”
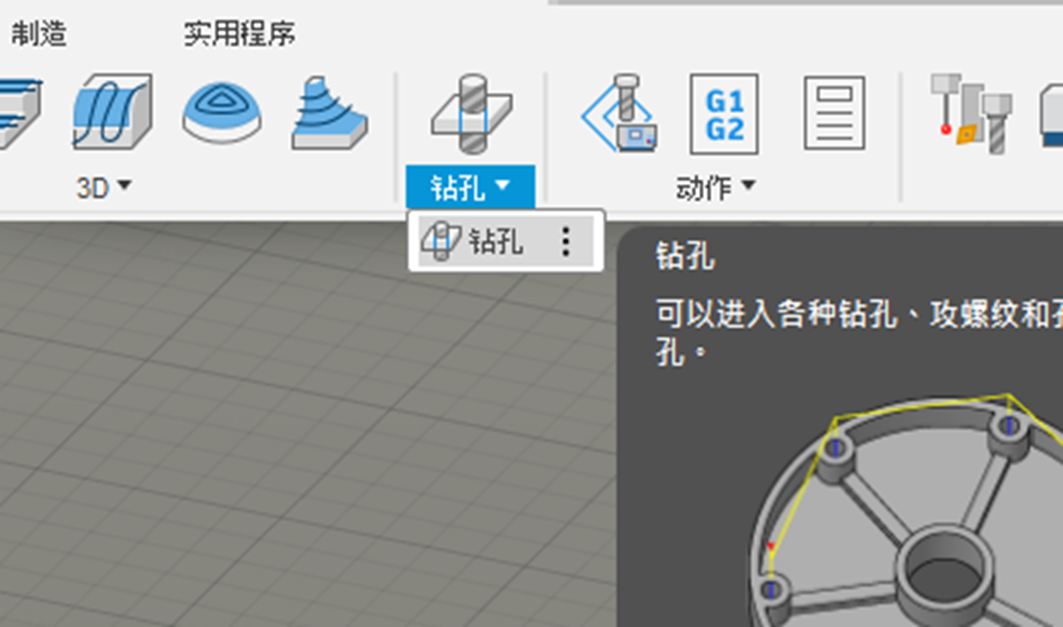
AUTODESK FUSION軟體,此時跳出的設定頁面,簡單來說就是設定加工用的刀具、加工區域、加工深度、加工方式、刀子如何接觸材料,首先選擇刀子,在CARVERA桌上型CNC專用的刀具庫中選擇45度角的倒角刀用來鑽定位孔
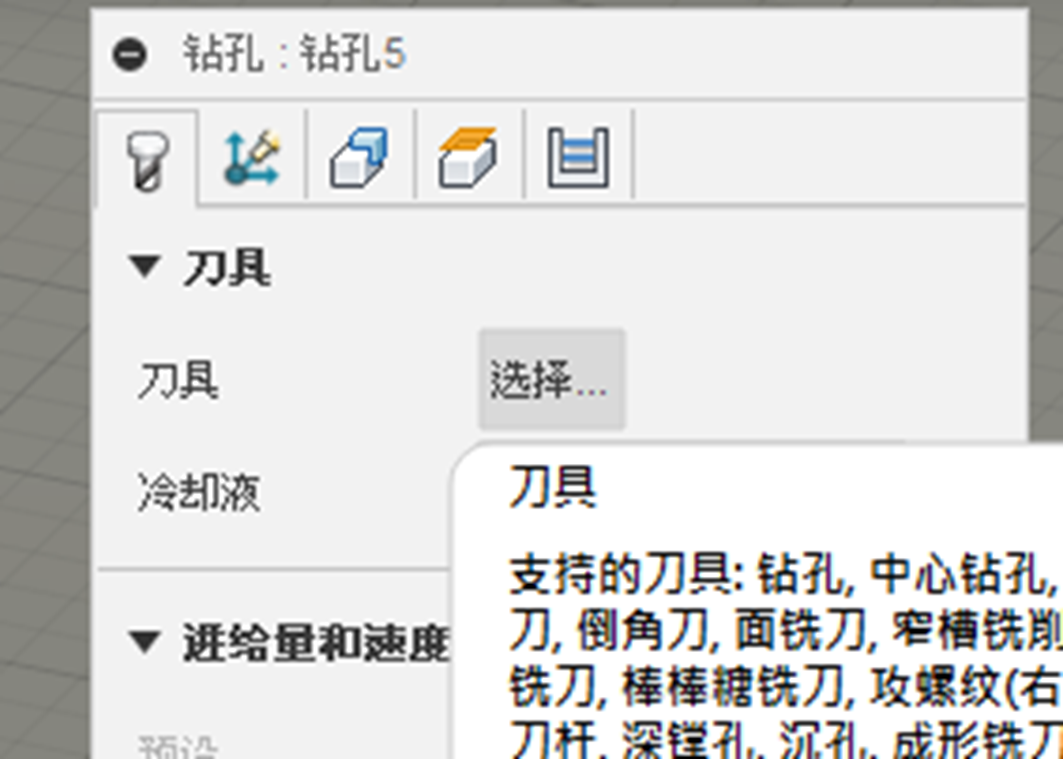
選好刀具後,回到前頁會發現轉速、移動速度、進給等參數都已經配合改變,AUTODESK FUSION軟體已先提供預設值,讓使用者快速上手。

再來設定要加工的區域,切換到第三個頁籤”形狀”,在選項上,選取畫面上要鑽定位孔的所有位置
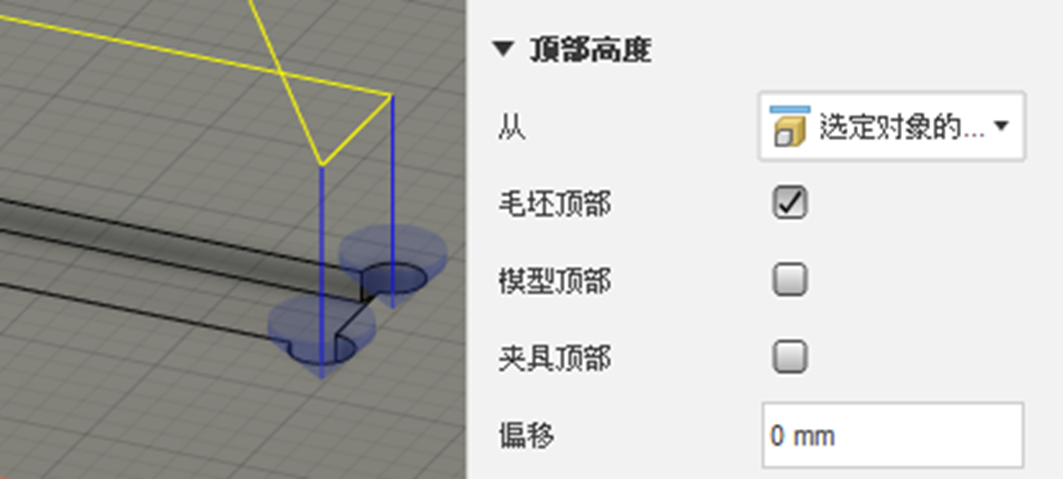
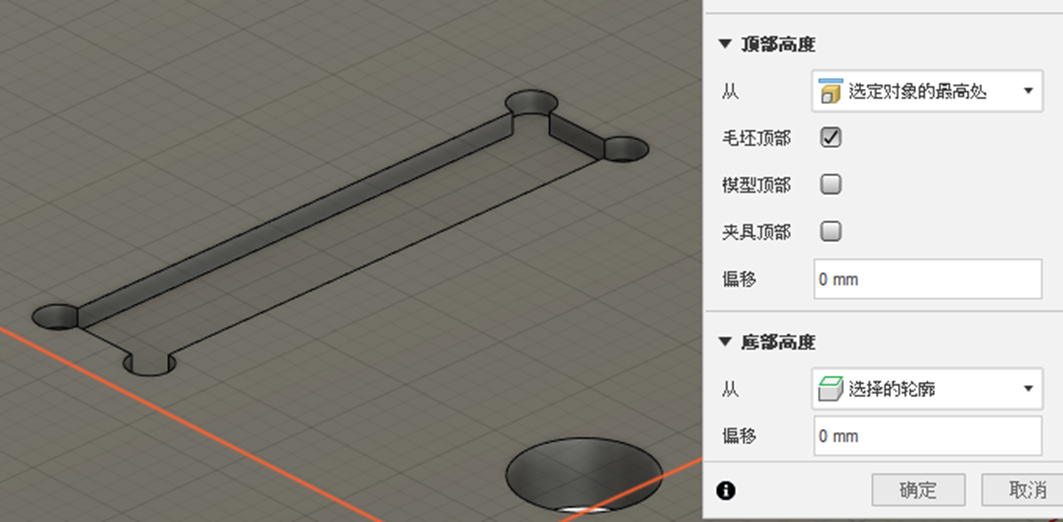
加工範圍選好接著切換到第四個頁籤”高度”設定加工的深度,前三項可以先使用預設值,第四項頂部高度需要特別注意,預設值是孔頂部做為開始加工的起始高度。
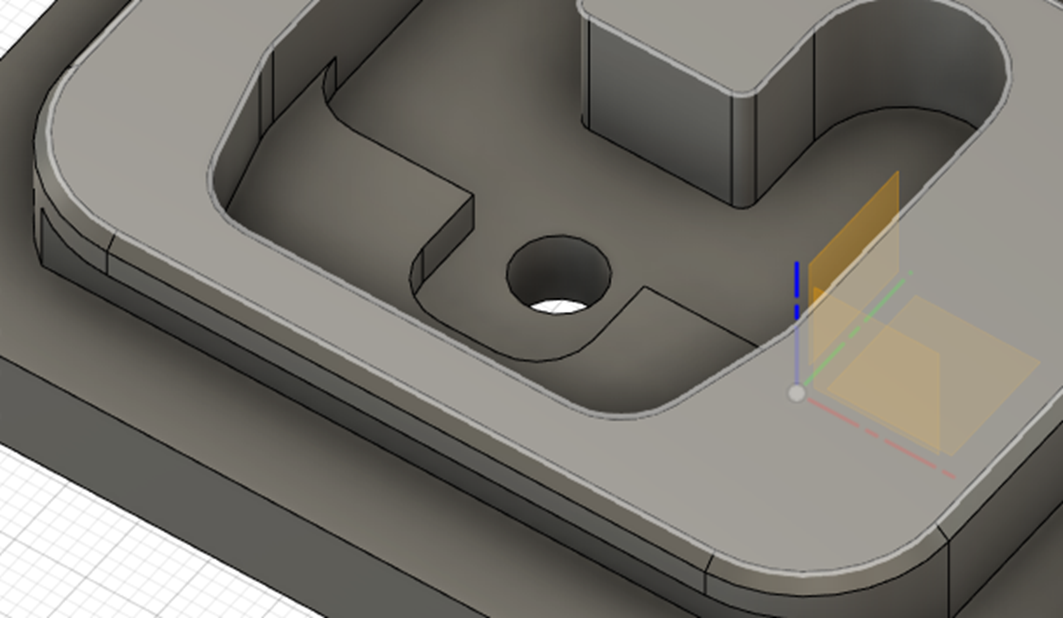
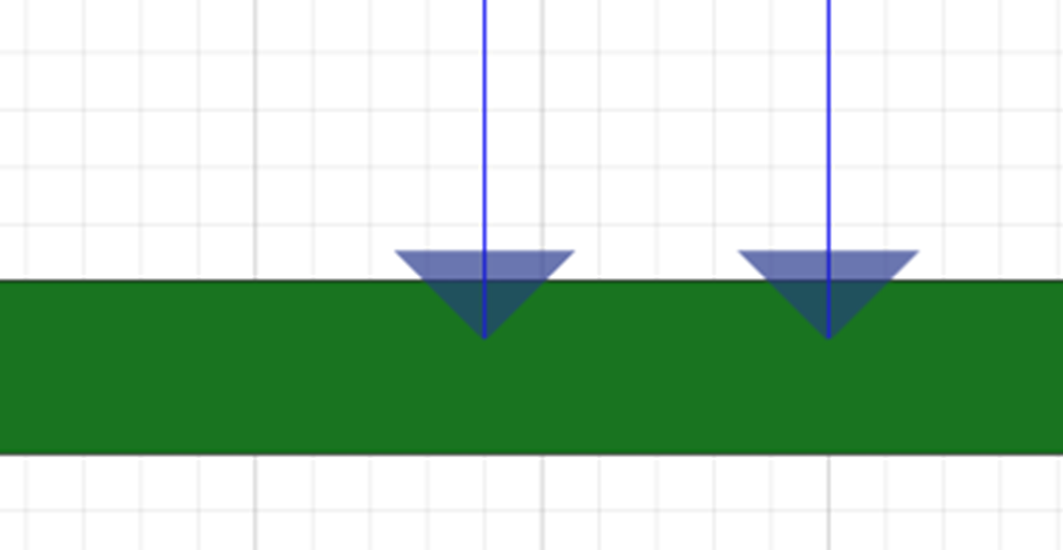
也就是說機器會認為孔頂部以上都是空的沒有阻礙,但是遇到下方圖片的孔時就會發生撞機,因為孔是在凹槽內,但是凹槽還有材料,還沒有加工挖掉,機器並不知道,直直往下直到孔上方5mm才開始變慢,刀具早已經撞上材料了,特別需要注意。
所以未加工前的孔頂部高度,一定記得改成”選定對象的最高處”並且勾選毛胚頂部
底部高度就是要加工的深度,由於這個加工,只是當作定位用,所以深度不需要太深,在底部高度選擇”頂部高度”偏移的欄位輸入-1mm,這就是從頂部開始往下鑽1mm就好。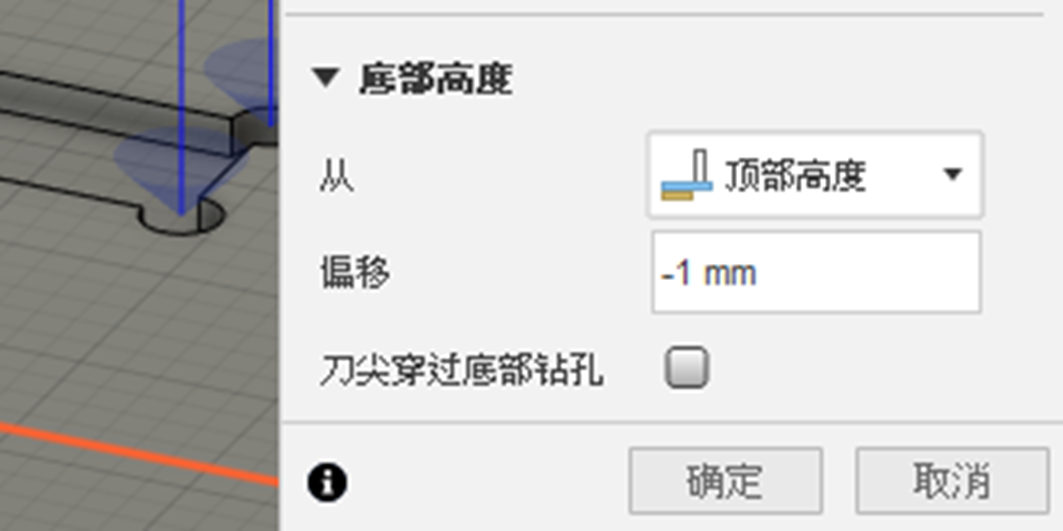
最後切換到第5頁籤”循環”設定刀子如何接觸材料,這次是很淺的孔所以使用”快速退刀”效率最高,縮短加工時間。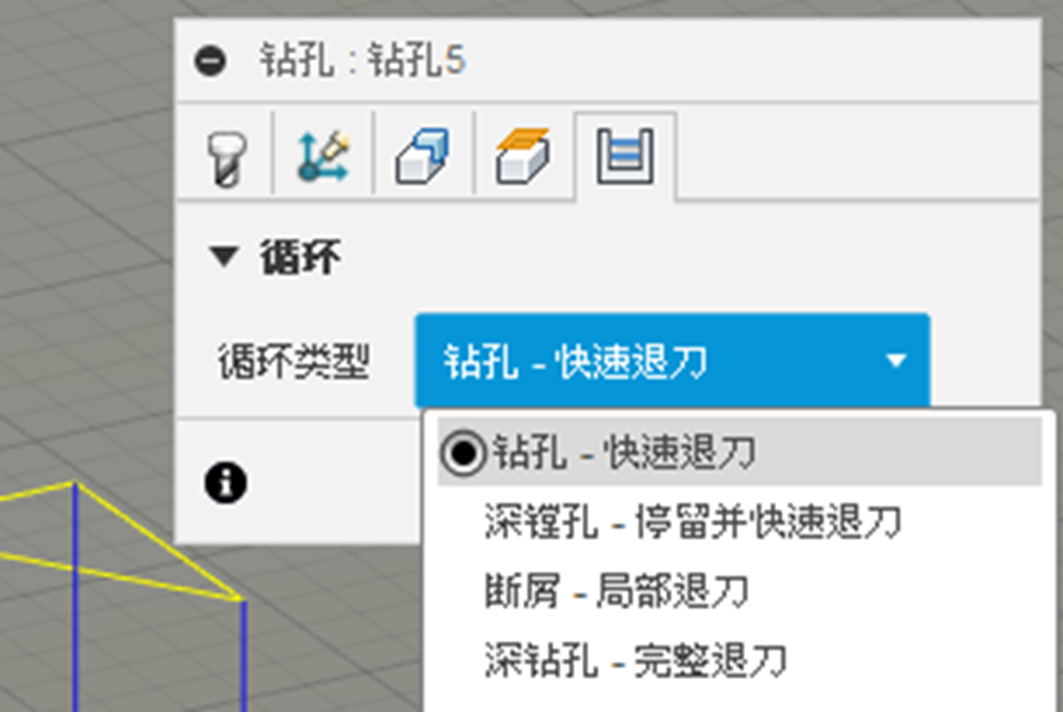
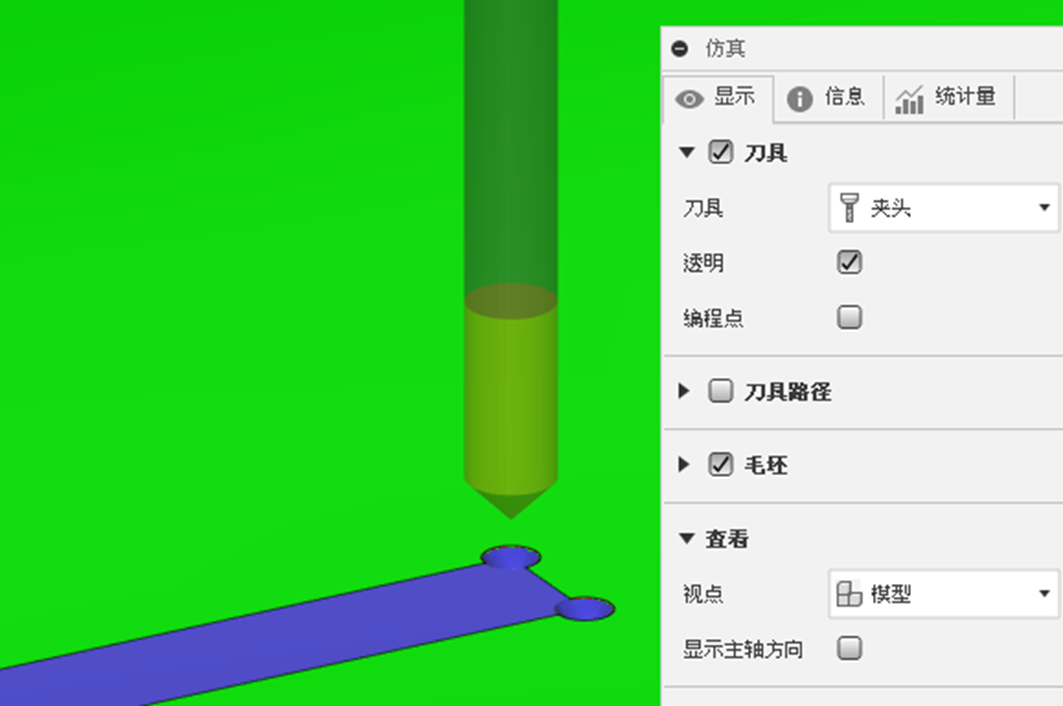
可以選擇上方的”動作”>”仿真”確認加工流程是否正確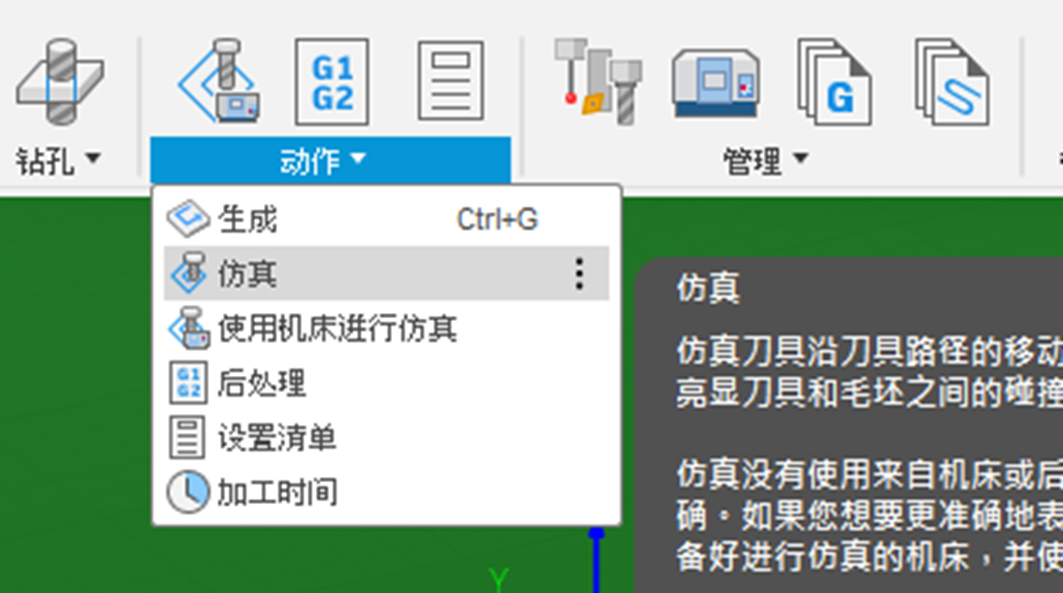
定位孔完成後,就可以使用鑽頭對2mm的孔加工,同樣選擇”鑽孔”加工方式,刀子選擇原廠直徑2mm的鑽頭。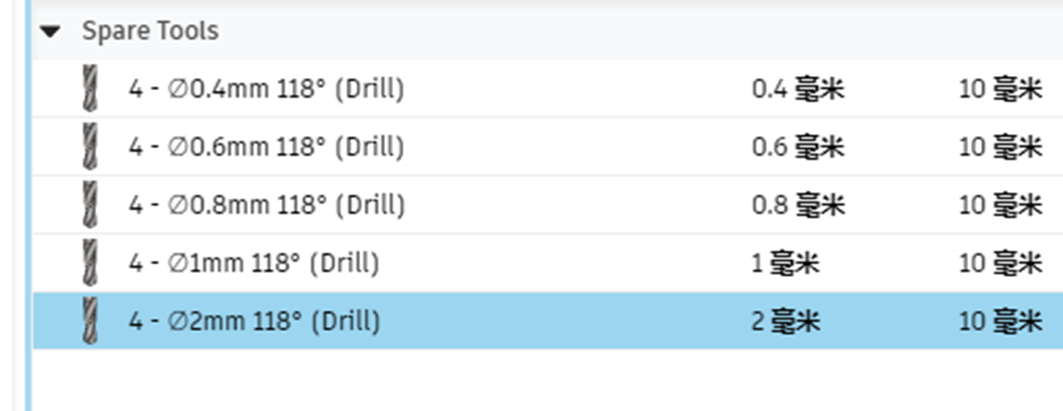
在FUSION軟體內圖面形狀,選擇4個2mm的孔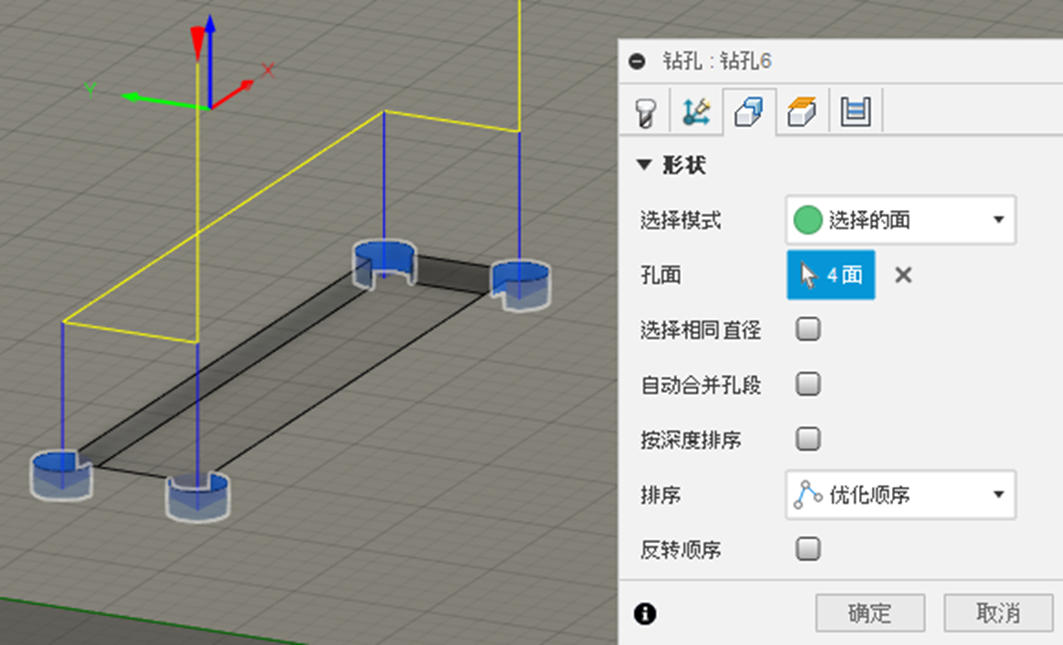
高度的頁籤與之前設定相同只有”底部高度”的部分要改成加工到”孔底部”,由於鑽頭前方是尖角所以還要勾選”刀尖穿過底部鑽孔”才能完整的把孔清乾淨,若是穿透的孔刀尖會超過材料的底部,底下沒墊平板就會傷到工作檯面。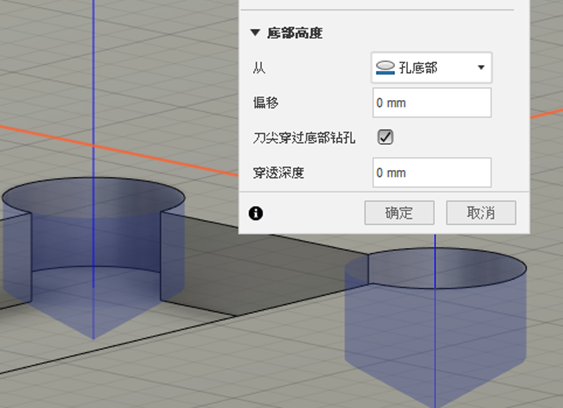
最後”循環”頁籤也會不同,當要加工較深的孔時如果用之前的快速退刀方式,刀子會直接鑽到底部然後快速拉起,切屑容易排不出來將刀子卡住造成斷刀,因此這邊改成”深鑽孔-完整退刀”的加工方式,刀子每鑽設定的深度就會完全退出來把切屑一起帶出來然後再繼續往下,降低斷刀的風險。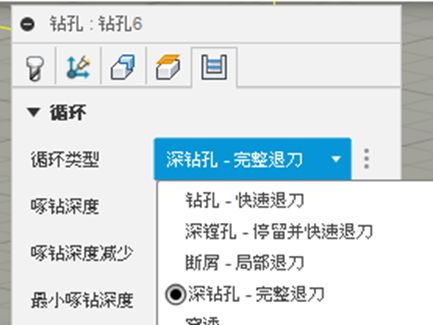
處理方形凹槽。
凹槽的轉角4個圓孔直徑是2mm所以使用大於2mm的刀就會在轉角處留下殘料切削不到,選擇上方選項的”2D”>”挖槽”,刀子選擇原廠刀具庫2mm的平頭刀
“形狀”的部分選擇槽底部的輪廓
第5頁籤”加工路徑”公差欄位若需要更精準可以把預設0.1改成0.01,最大步距就是刀子橫向的加工距離儘量不要超過刀具的半徑,因此輸入0.8mm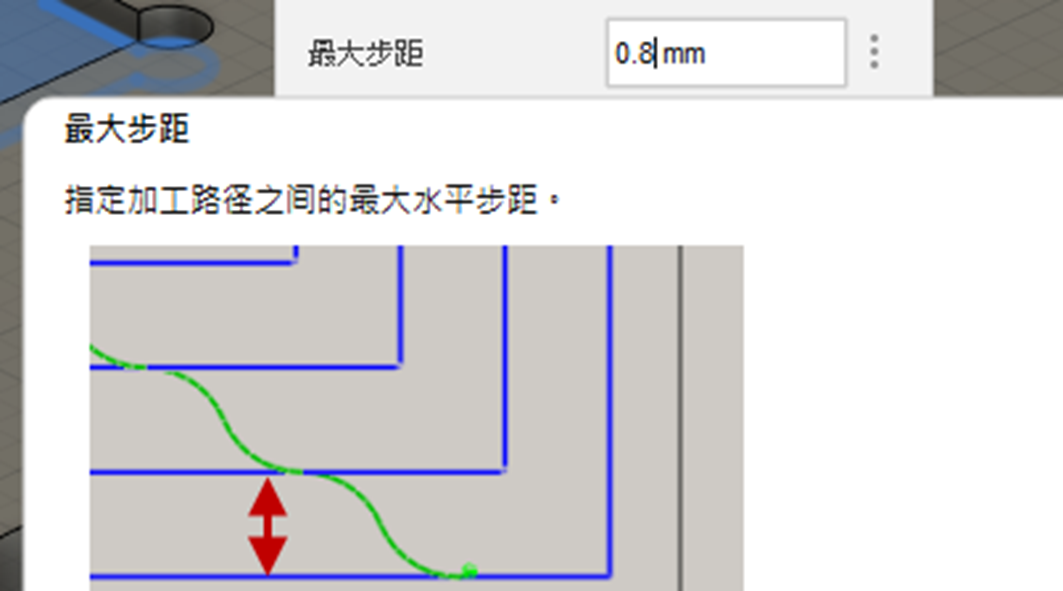
分層銑深勾選後刀子不會直接到最深的深度切削,而會按照設定的深度分層加工,沒有絕對值初期可以先設定0.5mm(按材料的軟硬可做調整)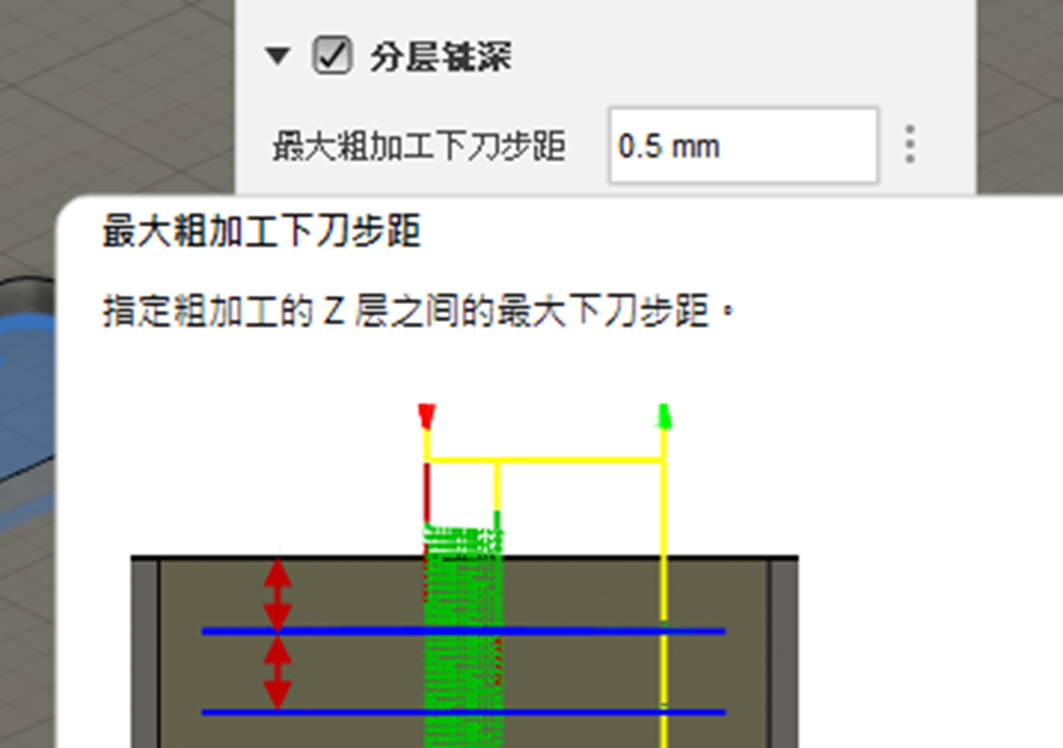
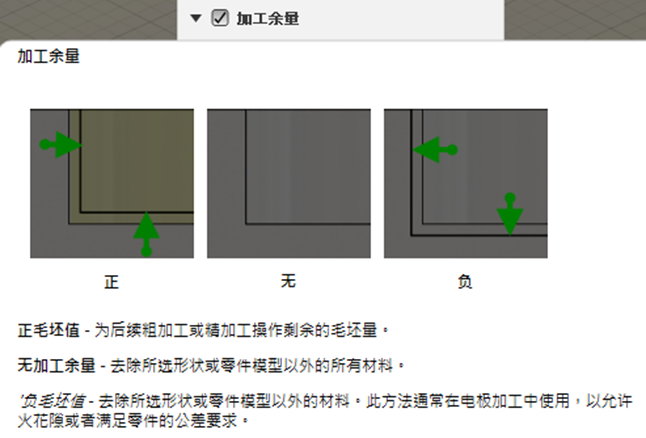
精加工路徑按照需求選擇,勾選後程式會預留設定的值(例如0.1mm的寬度)最後再加工,優點是切削0.1mm刀子震動比較小加工完後會比較精準,若是沒勾選刀子一次加工完成因為切削阻力較大震動也會較大加工的尺寸會比較不精準,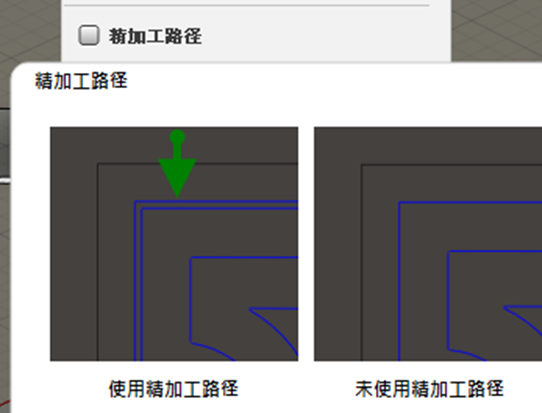
加工餘量與上方精加工有關,勾選後程式會預留設定值(例如0.1mm)不加工,之後再選擇其他加工方式做精加工,若上面有勾選精加工路徑這邊就不要勾選加工餘量,否則會發現不管如何加工都會多出0.2mm的尺寸因為程式幫你預留了這個寬度
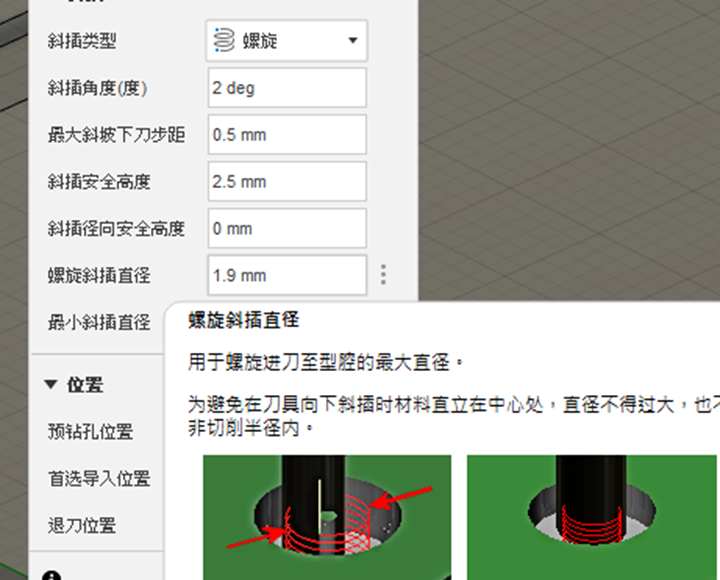
最後的頁籤”連接”就是刀子接觸材料的方式,刀子除了鑽頭可以直上直下加工材料,因為它前端有切削能力,平時常用的平頭刀具前端底面切削能力不好,尤其靠近刀具中心點幾乎沒有切削能力(除了特殊設計的平頭刀),若是用這種沒有切削能力的中心直接往下接觸材料等於是用刀子去硬撞材料,既傷刀子也傷材料甚至斷刀,因此平頭的刀具大多會使用螺旋往下的方式接觸材料,這頁面大部分使用預設值就可以,除非有時候發現設定完後卻無法計算出刀具路徑,很有可能就是螺旋斜插直徑的數值太大已經超過要加工的區域所以刀子根本進不去,這時候把直徑改小通常就能解決這問題
設定完成後應該就會運算出刀子的加工路徑,下圖中可以看到刀子用螺旋的方式接觸材料到設定的0.5mm深度做第一層的加工邊緣多了一個0.1mm的精加工路徑,然後再往下0.5mm到設定的總深度1mm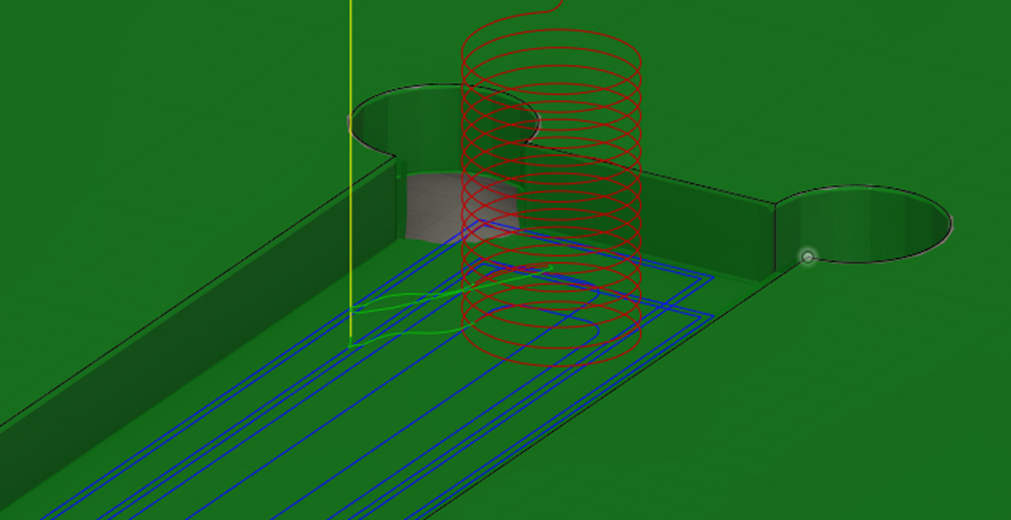
用仿真確認顯示綠色就是材料加工尺寸設定正確沒有過切或是殘料的情況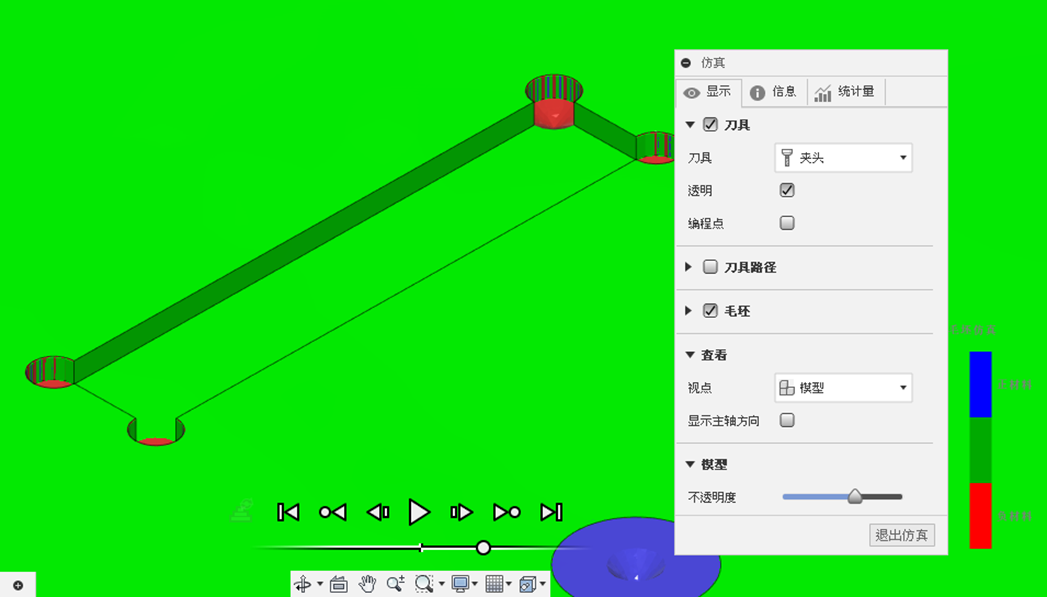
最後剩下兩個螺絲孔,可以使用”2D”>”圓形”的加工方式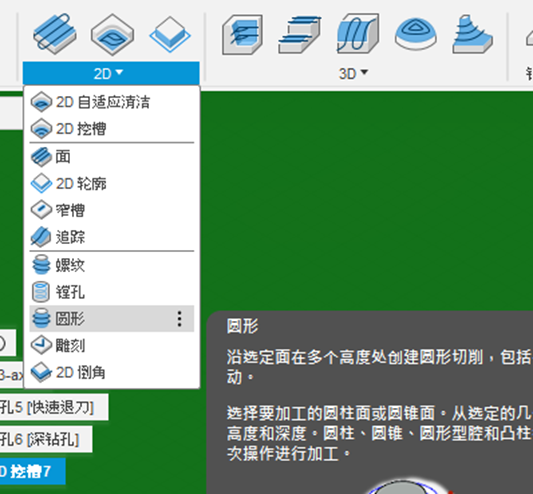
若要簡單避免更換刀具可以繼續使用前面挖槽的2mm平頭刀,刀具選擇好之後在形狀的頁籤選擇尚未加工的兩個螺絲孔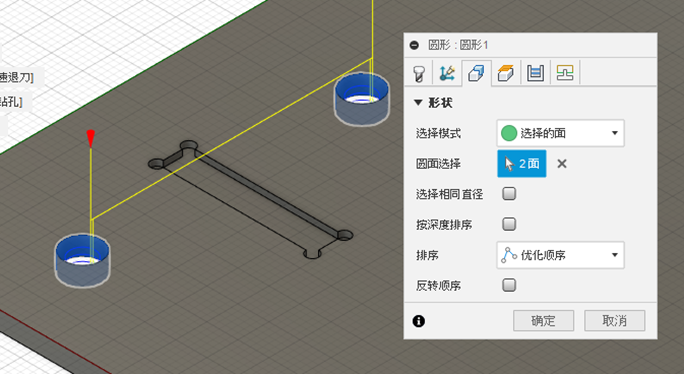
切換到第四個頁籤”高度”因為目前孔頂部與模型的頂部相同所以”頂部高度”可以選擇”孔頂部”沒問題,底部高度可以選擇”孔底部”在材料底下有墊平板的情況下把”偏移”的數值改成-0.1mm,這樣會從孔底部往下多切削0.1mm的距離,避免因為材料不平整造成沒切削到的殘屑(若沒墊平板的狀況就會傷到工作平台須留意)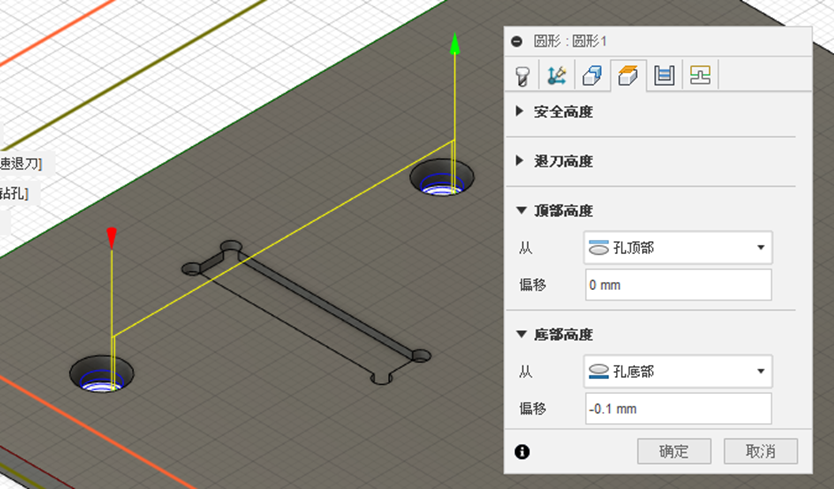
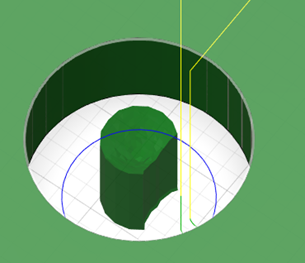
在第五個頁籤”加工路徑”這部分若是不勾選”多個加工路徑”目前孔大刀子小的情況就會出現中心沒切到的狀況
勾選後”步距數量”若不想計算就給大一點的值,重點是下面的”步距”就如前面提到的儘量不要超過刀子直徑的一半,如此才能加工到圓孔的所有部分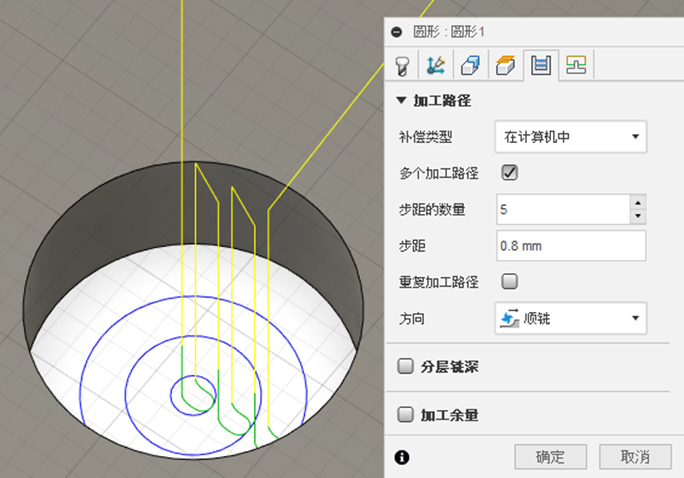
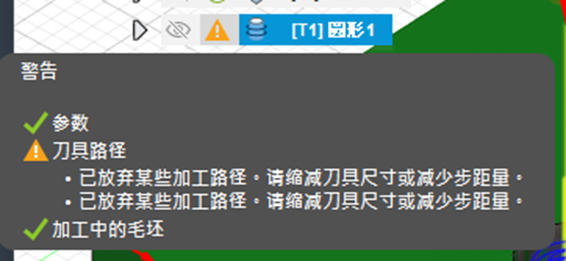
這時左側樹狀欄位若出現警告訊息可以忽略不影響加工,但是若不想看到警告訊息就可以調整步距的數量,目前程式判斷0.8mm的距離只需要3次加工但是上面設定5次所以就出現了提醒
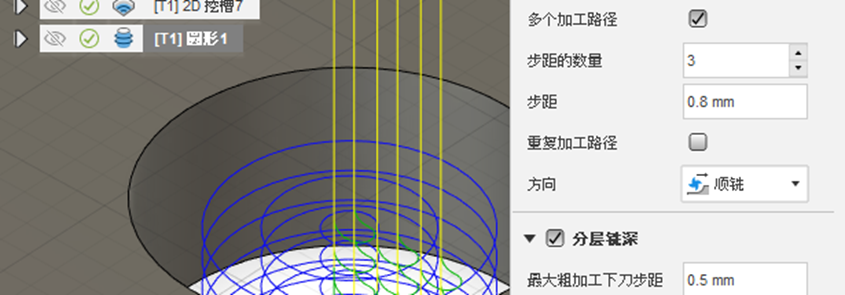
記得”分層銑深”勾選後按材料軟硬設定適當的深度,避免像上面圖片中刀子直接下到材料最深的地方加工,螺絲孔位只是讓螺絲能穿過去不要求精準,所以”加工餘量”不用勾選,反正不需要再做精加工的步驟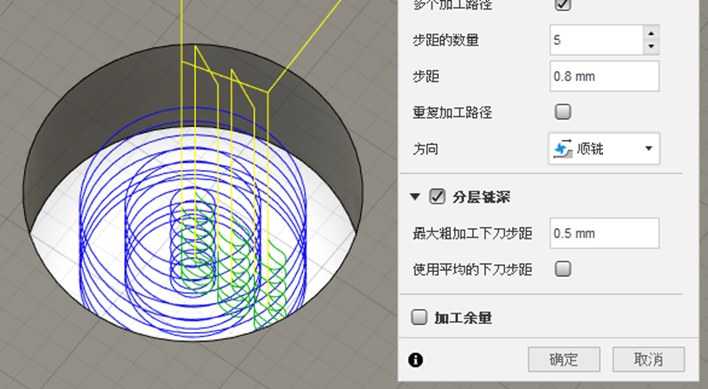
最後的”連接”頁籤可以使用預設值不用更改,這樣就完成兩個螺絲孔的設定,透過仿真確認都有加工到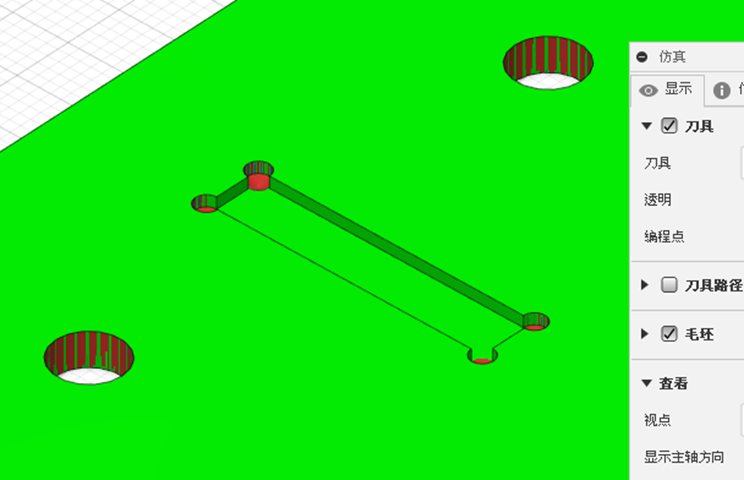
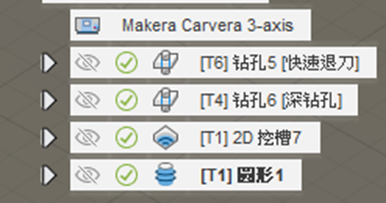
刀具路徑都設定好在輸出程式前確認一下刀具的號碼,Carvera最多支援6支刀子,所以只要號碼沒超過6就沒問題,下方圖片顯示這次加工只用到T1、T4、T6 的刀子,把相對應的刀子放進機器的刀座上
若是刀子的號碼超過6就需要更改號碼,更改號碼的方式從上方選單的”管理”>”刀具庫”選擇要更改的刀具
3.輸出程式碼
最後的步驟就是把剛才設定的刀具路徑輸出程式碼,選取”設置”按下滑鼠右鍵,在跳出選單中選擇”後處理”
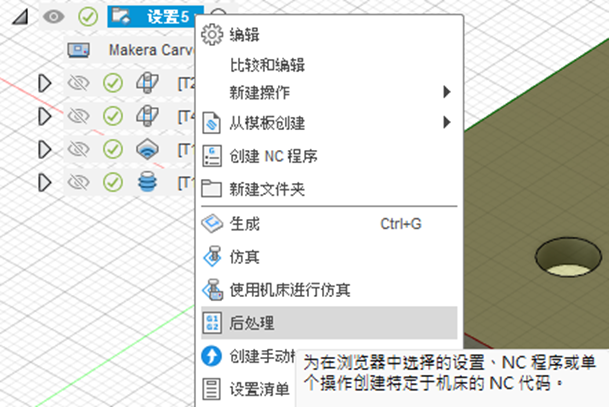
確認機床與後處理都選擇Carvera專用檔案