高性能材料3D列印參數調整時機
2024-12-08高性能材料3D列印參數調整時機
前言
各廠牌機器因設計構造不同因此列印參數都不相同,甚至同一廠牌不同批的材料都會有差異,廠商提供的預設參數也無法涵蓋到各種不同大小不同形狀的模型,因此必須由使用者根據列印結果的呈現判斷相關參數的調整,就如同醫生看診對症下藥。
下方說明幾種單噴頭印表機較常遇到的列印狀況與搭配調整的參數
無法出料
1. 進料時出現:進料時無法出料進料馬達出現異聲,若是在材料建議溫度下限值附近就可能是溫度不足夠融化線材,這時就需要將溫度提高,若是溫度已經很高就檢查是否是噴嘴或喉管有堵塞。
2. 列印Raft時出現:列印Raft時出料斷續甚至後面無法出料,列印Raft時為了能更好的黏住平台線條會較粗流量更大,因此需要更高的溫度融化線材,若是無法調整噴嘴溫度就必須降低速度讓線材有較充裕的時間加溫融化。
3. 列印中出現:列印過程突然無法出料,檢查線盤是否有纏繞打結,檢查噴嘴與喉管是否堵塞。
4. 剛開始列印時出現:確認噴嘴列印時是否已經接觸到平台造成無法出料。
Raft翹曲或黏不住平台
1. 噴嘴距離平台太遠:一開始列印就無法黏住平台,檢查噴嘴是否離平台太遠,重新調平。
2. 膠水塗不夠:確實清潔平台後在常溫下多塗幾層口紅膠。
3. 熱床溫度太低:提高熱床的溫度。
4. Raft列印溫度不夠:提高Raft底面列印溫度增加與平台的黏著度
5. Raft列印速度太快:降低Raft底面列印速度與增加溫度有類似的效果
本體翹曲
1. Raft氣隙過大:與Raft間隙太大黏著力小於收縮應力,降低Raft氣隙。
2. 材料降溫太快:提高腔溫避免降溫太快造成收縮。
Raft很難拆除
1. 增加本體與Raft間距:提高Raft氣隙。
2. 降低本體與Raft黏結:有時Raft氣隙太大會造成模型底面不平整,在無法增加氣隙的情況下提高風扇加快線材凝固降低與Raft黏結度。
3. 提高Raft皮膚層密度:Raft表面密度愈高平整度越好與模型底面接觸點愈小愈平均,較容易整面拆除
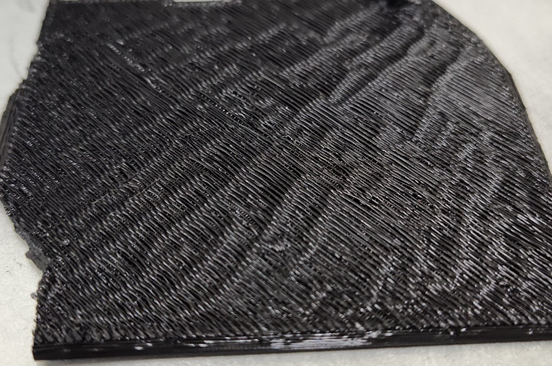
模型本體底面線條歪斜或出現波浪紋
因為本體與Raft或支撐之間的間隙太大,材料擠出後無法黏住下方平面被噴嘴帶著走造成線條歪斜亂跑或是下垂像波浪,減少Raft氣隙參數。

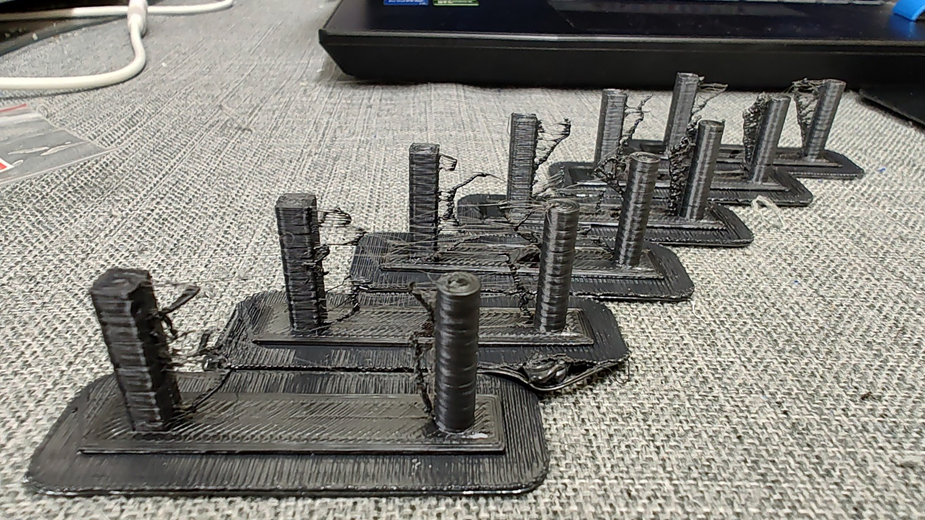
列印過程出現材料結塊
通常出現在支撐結構頂面,由於在支撐頂面列印材料考驗架橋能力,材料擠出後無法及時凝固無法附著在懸空的支撐上被噴嘴帶著走久了就聚集成焦塊,增加風扇轉速加快材料擠出後硬化速度才能正確在支撐上方繼續列印。
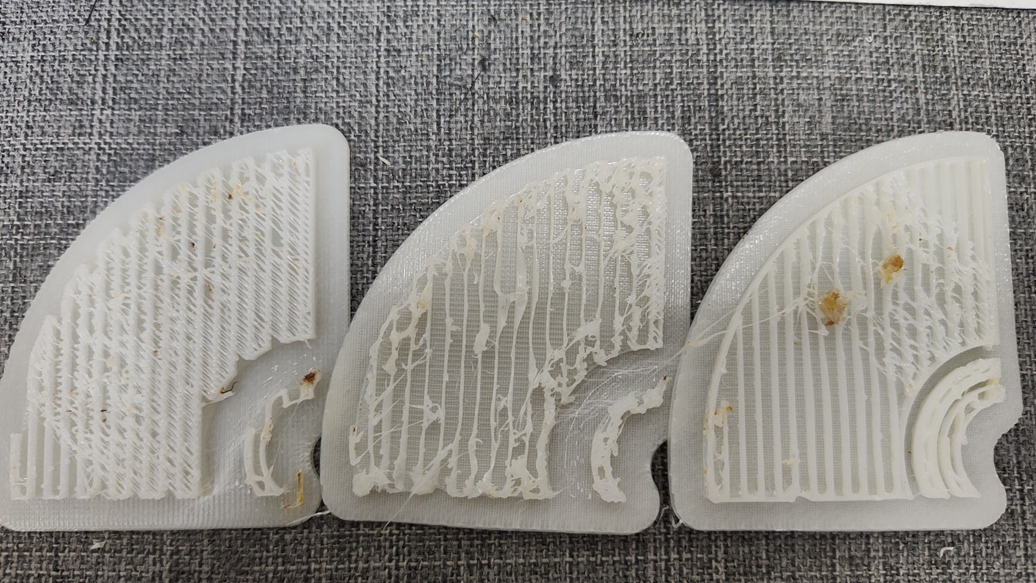
模型層間黏結不好有開裂狀況
上層與下層線材無法牢固黏結,有可能是前一層線材降溫太快低於線材有效黏結的溫度,將腔溫提高減緩前一層線材降溫的速度,也可調降風扇速度避免線材擠出後太快降溫
列印過程出現溢料的分岔
表示噴嘴溫度太高,適當降低噴嘴溫度與腔溫可以稍微減輕,這狀況嚴重程度與線材的延展性有關,不同機器的狀況也會不同,網路上有人用調整回抽解決也有調整回抽沒用的說法 (最完整的3D列印牽絲問題解析與調整實驗-牽絲問題測試教學),只能說測試的材料不同機器不同結果也會不相同,在不嚴重的狀況下用後處理方式清除會比較方便。
上述狀況是一般列印較常遇到的情形,起城科技持續提供多種高性能材料應用文章分享。
歡迎來到起城科技(KidenTech)的網站!我們提供3D列印解決方案,代理INTAMSYS工業級3D列印/CARVERA/ROLAND桌上型CNC ,公司備有實機展示!
提供3D列印(FDM/SLA/SLS)代工服務、桌上型CNC小批量生產、3D掃描逆向工程及產品治具開發。
